La granulación de plástico reciclado está en rápido crecimiento: el color y la calidad son los protagonistas
En los últimos años, los plásticos reciclados han pasado de ser un tema secundario en la industria de los polímeros a ser un tema central en todas las reuniones de producción. Fábricas de Asia, África y Europa están ampliando sus líneas de reciclaje. Se instalan nuevos equipos de compuestos casi mensualmente. Lo que antes se consideraba un proyecto ambiental a pequeña escala se ha convertido en un negocio real con una fuerte demanda y un claro valor económico.
Sin embargo, este crecimiento ha traído consigo nuevos desafíos. El mayor no es la tecnología ni la cadena de suministro, sino la estabilidad de la calidad del producto. Todo reciclador busca producir pellets consistentes, pero la realidad es que los materiales reciclados se comportan de forma diferente entre lotes. El color, el brillo y la resistencia del producto final pueden variar incluso cuando el residuo inicial tiene el mismo aspecto.
La peletización de plásticos solía ser predecible cuando las resinas vírgenes eran la materia prima principal. El polímero base tenía un color y una fluidez de fusión uniformes. Sin embargo, los plásticos reciclados son una mezcla de diversas fuentes: botellas, películas y chatarra industrial. Incluso después de la limpieza y el filtrado, cada fuente conserva rastros de su vida anterior. Estas pequeñas diferencias son suficientes para afectar la apariencia y el tacto final del producto.
Lo que hace que el problema sea aún más visible es el color. El color es lo primero que le dice al consumidor. Ya sea una botella de detergente brillante o una jarra de agua azul tranquila, la consistencia del color indica que una marca es confiable. Si un lote se ve más opaco o ligeramente descolorido, los clientes lo notan de inmediato. Por eso, la apariencia de los productos reciclados se ha convertido en un indicador clave de calidad.
En su afán por la sostenibilidad, las empresas se están dando cuenta de que el control del color no es solo estético, sino estratégico. Una marca solo puede promocionar con éxito productos "ecológicos" si conservan una apariencia profesional y atractiva. Sin embargo, lograr ese equilibrio es complejo. Los polímeros reciclados suelen presentar matices amarillos o grises que distorsionan cualquier color nuevo añadido durante el procesamiento.
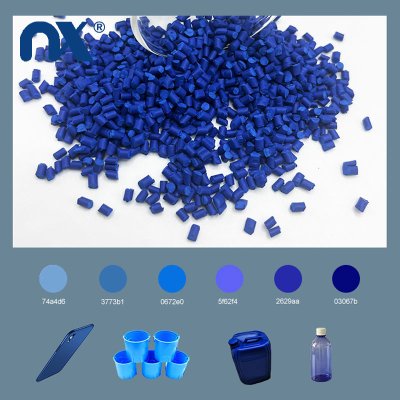
Aquí es dondemezcla maestra rojaymezcla maestra azulSe vuelven importantes. No solo son herramientas para colorear, sino también instrumentos de corrección. Un masterbatch azul puede neutralizar el tinte amarillo del PET reciclado. Un masterbatch rojo puede revitalizar un PP reciclado gris y opaco. Ambos ayudan a los recicladores a recuperar el control del resultado del color sin añadir grandes cantidades de pigmento ni usar resina virgen.
Con el tiempo, el papel del masterbatch en el reciclaje ha trascendido la mera apariencia. Ahora representa un puente entre la calidad y la sostenibilidad, demostrando que los materiales reciclados pueden cumplir los mismos estándares visuales que los plásticos vírgenes cuando se manipulan con cuidado y conocimientos técnicos.
La importancia del color en un mundo sostenible
El color no es un detalle menor. Forma parte de la identidad de una marca. Una botella de detergente, un frasco de cosméticos o una pipa de agua: todos estos productos dependen de la consistencia del color para satisfacer las expectativas del cliente. Un cambio de tan solo uno o dos tonos se puede apreciar al instante a simple vista.
Es por eso que el control del color es ahora uno de los aspectos más críticos de la peletización de plástico reciclado.
El reciclaje altera la base del polímero, lo que afecta el comportamiento de los pigmentos durante la extrusión. Un PET reciclado ligeramente amarillento o un HDPE reciclado grisáceo pueden distorsionar por completo el color final si no se corrige con cuidado.
Aquí es donde el masterbatch rojo y el masterbatch azul juegan su papel vital.
El papel del masterbatch rojo y azul en los plásticos reciclados

El masterbatch es la base del control del color. Es una mezcla concentrada de pigmentos y aditivos dispersos en una resina portadora. Al añadirse al plástico reciclado, proporciona un color intenso y uniforme, y ayuda a corregir las variaciones del tono base.
Los masterbatch rojo y azul son especialmente valiosos porque hacen más que simplemente colorear un producto: también equilibran el espectro de colores de los materiales reciclados.
El desafío técnico: la combinación de colores sobre bases inestables
Una de las partes más difíciles de la producción de plástico reciclado es la igualación de colores. Con resina virgen, el color base es consistente: se pueden esperar los mismos resultados siempre. Pero los materiales reciclados son impredecibles.
Imagine que está operando una línea de pellets de HDPE reciclados. El primer lote podría tener una base gris claro, mientras que el segundo es ligeramente amarillo. Incluso si utiliza la misma fórmula de masterbatch rojo o azul, el resultado puede variar notablemente.
Para solucionar esto, muchos recicladores utilizan ahora sistemas de medición de color que evalúan el polímero base antes de la coloración. Esto permite a los técnicos ajustar dinámicamente las proporciones del masterbatch. A veces, una pequeña variación porcentual en el masterbatch azul puede convertir un producto opaco en un material brillante y listo para el mercado.
En algunos casos, los proveedores de masterbatch crean formulaciones personalizadas específicamente para flujos reciclados. Prueban múltiples combinaciones de pigmentos para garantizar la estabilidad térmica, una buena dispersión y resistencia a la decoloración.
Esta cooperación entre recicladores y expertos en color se ha convertido en una parte esencial del control de calidad.
Caso práctico: Añadiendo valor con Red Masterbatch
En África Oriental, otro fabricante enfrentó un desafío similar pero con una aplicación muy diferente. Estaban fabricando sillas y cajones de PP reciclado. El color era inconsistente: mayoritariamente descolorido y desigual.
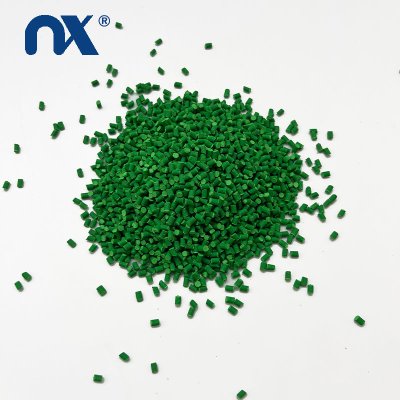
Tras trabajar con un proveedor de masterbatch, cambiaron a un masterbatch rojo con mayor carga de pigmento y mejor dispersión. Los resultados sorprendieron a todos: el brillo de la superficie mejoró y el tono rojo se volvió más intenso y uniforme.
Estas mejoras permitieron a la fábrica pasar de productos de gama baja a productos de gama media, aumentando así su margen de beneficio. También demostraron que los materiales reciclados pueden utilizarse en aplicaciones de alta calidad si se aplica la tecnología de coloración adecuada.
Más allá del color: el papel de los aditivos
Los masterbatches de color suelen incluir más que pigmentos. En los plásticos reciclados, es habitual añadir estabilizadores, antioxidantes o coadyuvantes de proceso para mejorar el rendimiento del material.
Por ejemplo, un masterbatch azul puede contener abrillantadores ópticos que mejoran el brillo y ocultan la contaminación leve. Un masterbatch rojo puede incluir estabilizadores térmicos que protegen el tono de color durante la extrusión.
Estas pequeñas modificaciones ayudan a los fabricantes a superar la variabilidad natural de los materiales reciclados.
El nuevo estándar del “buen plástico reciclado”
En los primeros días del reciclaje, “buena calidad” simplemente significaba material que no obstruía los filtros. Ahora las expectativas son mucho mayores.
Un buen pellet reciclado debe:
Tienen color y brillo consistentes.
Mantener estable la tasa de flujo de fusión.
Proceso fácil sin olor ni degradación.
Cumplir con los estándares de apariencia de los propietarios de marcas.
La tecnología de masterbatch de color cumple estos cuatro requisitos. Ya no se trata solo de estética: es un componente fundamental de la ingeniería de materiales.
Colaboración: la clave para la estabilidad de la calidad
Los mejores resultados en plásticos reciclados se obtienen cuando los recicladores, fabricantes de compuestos y proveedores de masterbatch trabajan en estrecha colaboración. El reciclador proporciona la resina base, el proveedor de masterbatch proporciona la experiencia en color y el fabricante de compuestos garantiza que el producto final cumpla con las especificaciones.
Esta colaboración tripartita permite un ajuste de color más rápido y un control de calidad más estable. Muchos recicladores líderes ahora ejecutan proyectos conjuntos con laboratorios de color para desarrollar formulaciones adaptadas a sus flujos de residuos específicos.
Por ejemplo, una empresa de reciclaje que maneja principalmente botellas de color azul podría usar una formulación de masterbatch azul diferente a la de una que utiliza residuos de colores mixtos. Estos ajustes precisos marcan una gran diferencia a escala industrial.
Tendencias del mercado y perspectivas regionales
El mercado mundial de pellets de plástico reciclado continúa expandiéndose a un ritmo estimado del 7-8% anual. Asia y África lideran este crecimiento gracias a la creciente industrialización y la creciente concienciación sobre la sostenibilidad.
Los envases, las películas y los artículos para el hogar son los segmentos que más impulsan la demanda. En todos estos sectores, la calidad del color sigue siendo una preocupación fundamental.
Los tonos rojos y azules predominan porque se utilizan ampliamente en la imagen de marca y el packaging de consumo. Por ejemplo:
El azul se asocia con la pureza, el agua y la confianza: ideal para botellas y recipientes.
El rojo sugiere energía y visibilidad: perfecto para logotipos y productos promocionales.
La capacidad de reproducir estos tonos con precisión en plásticos reciclados se ha convertido en una ventaja competitiva.
Mi perspectiva: El futuro depende del control del color
Como observador de cerca de esta industria, creo que el control del color definirá la siguiente etapa del éxito del reciclaje. Muchas fábricas ya cuentan con buenos equipos y materias primas. Lo que distingue a los líderes del resto es su capacidad para ofrecer resultados estables y repetibles.
La consistencia del color genera confianza en el cliente. Un comprador que sabe que cada lote será igual al anterior tiene más probabilidades de firmar contratos a largo plazo.
Y ahí es dondemezcla maestra rojaymezcla maestra azulDesempeñan un papel simbólico. Representan no solo el color del producto, sino también la confianza que lo respalda: una señal de que los plásticos reciclados pueden cumplir con altos estándares visuales y técnicos.
Desafíos futuros
A pesar de los avances, aún quedan desafíos.
La contaminación procedente de residuos mixtos sigue provocando decoloración.
El acceso limitado a pigmentos de alta calidad afecta el rendimiento.
La presión sobre los precios a veces obliga a los productores a utilizar masterbatches más baratos e inestables.
Para superar estos problemas, la industria necesita más capacitación técnica, mejor comunicación entre proveedores y usuarios y sistemas de pruebas más sólidos.
La sostenibilidad no debería significar menor calidad: debería significar una producción más inteligente.
Un paso hacia un futuro circular
La peletización de plástico reciclado seguirá expandiéndose. Pero el crecimiento por sí solo no es suficiente. Es necesario centrarse en la estabilidad de la calidad. El uso de masterbatch de color precisos y de alto rendimiento, especialmente las formulaciones de rojo y azul, seguirá siendo un pilar fundamental de este progreso.
Cuando los plásticos reciclados pueden alcanzar estándares tanto ambientales como estéticos, el círculo de la sostenibilidad se completa.